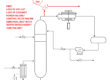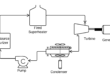
Almost every centrifugal pump requires some form of minimum flow protection. Low flow rate can damage the pump through high temperature or flow instabilities that cause excessive vibration. The simplest form of control is a simple orifice plate that dumps a continuous flow rate back to the pump suction. This is acceptable for small pumps, but the wasted capacity is not acceptable for large pumps. In this case, a PID controller is often used to modulate the recycled flow rate. There is usually a low flow trip for large, critical pumps, such as boiler feed water service.
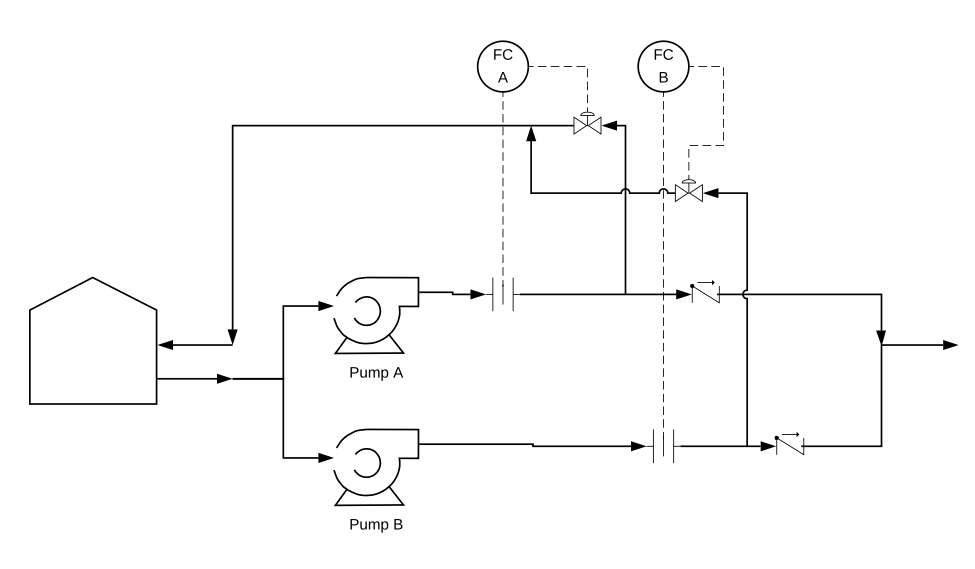
One client had a problem with a minimum flow controller in boiler feed service. The controller could not respond fast enough to avoid a low flow trip during routine operation. This was a real nuisance for Operations when they placed the spare pump in service. This caused the flow rate through each pump to be cut in half. The low flow trip knocked down the pump before the minimum flow controller had any time to do anything. The control loop was not an effective layer of protection.
This is a description of the effort that went into solving the problem. Representative performance trends have been replicated with process control software.
The pump manufacturer provided the Minimum Continuous Rated (MCR) flow for the pump, which is the point where the pump would operate happily 24/7 without any problems caused by flow instability. This was the appropriate setpoint for the minimum flow controller. But where should the low flow trip point be set? And how should the minimum flow controller be tuned? How fast is fast enough?
A trip is required when there is an immediate and significant risk to people or equipment. In the case of low flow through a centrifugal pump, “immediate” is in the range of ten seconds to one minute. To find the appropriate low flow trip setting, an honest (and off-the-record) discussion with the pump manufacturer was required.
First, the manufacturer was reassured that an effective minimum flow controller was always active, and would ensure that the pump never operated below the MCR for an extended period of time. Next, the manufacturer was made aware of another hazard caused by low flow rate through the pump: the potential damage caused by restarting the pump after a spurious trip. The manufacturer eventually agreed that both hazards were important and the pump must be tripped only when absolutely necessary.
Then came the tough question for the pump manufacturer:
How long would you be willing to operate the pump at, say, half of the MCR before you were nervous about damage?
I got surprising answers after reassuring the manufacturer (again) that the minimum flow controller would be taking action to maintain the MCR flow rate. The manufacturer confirmed there is a relationship between the flow rate and the time needed for damage. The pump can tolerate 75% of the MCR for a longer period of time than operating at 50%. For this particular pump, the manufacturer felt that the pump would probably be OK to operate for 30 seconds at half of the MCR, but he would feel a lot better if this was limited to 10 seconds. The LOW-LOW flow alarm was configured with 10 second timer before tripping the pump. The vendor did not want the pump to operate for more than an hour at 75% of the MCR.
A standard PID controller, tuned to behave in a robust manner, was acceptable. Now I needed to answer “how fast is fast enough?” The answer came from the pump behaviour when the minimum flow control valve was adjusted.
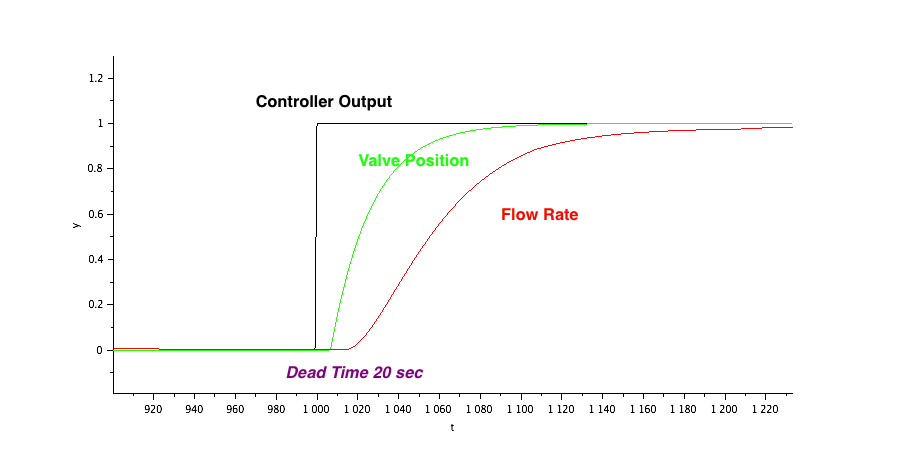
The dead time between the minimum flow valve position and the change in measured flow rate was about 20 seconds. A 60 second response time was chosen as the starting point for selecting the PID tuning constants. A faster response was possible, but any oscillations may cause the Panel Operator to decide “this is bad, turn it off.” A robust controller was more important than a fast controller.
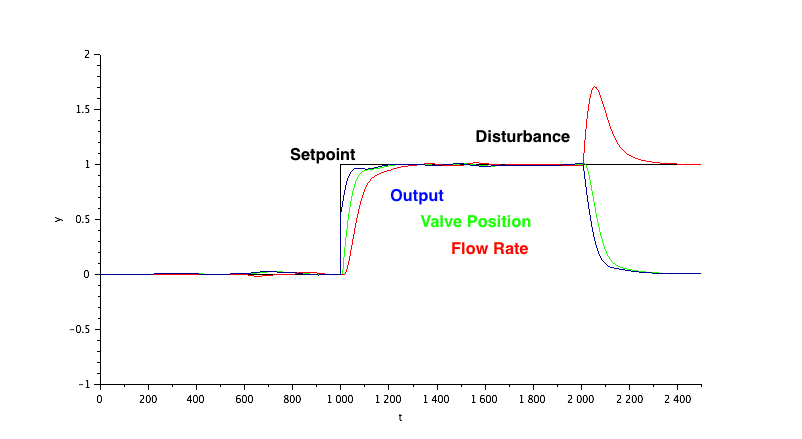
The chosen response time was a success. It was fast enough to meet the vendor’s requirements, and there were no more trips every time the spare pump was brought online.
I learned that the old adage “the customer is always right” is not always acceptable. It took a lot of research and discussions to convince the customer that trip conditions could be relaxed, and a rather sluggish minimum flow controller was OK. But it was time well spent.